TECHNOLOGY
Leaching technology for valuable resources in black mass
- Selective leaching of valuable metals in black powder
- Reduction of leaching time using supercritical technology(within approximately 15 minutes)
- Potential to reduce leaching reagents by over 40%
- Energy savings
Eco-friendly electrolyte recovery technology in BM
-
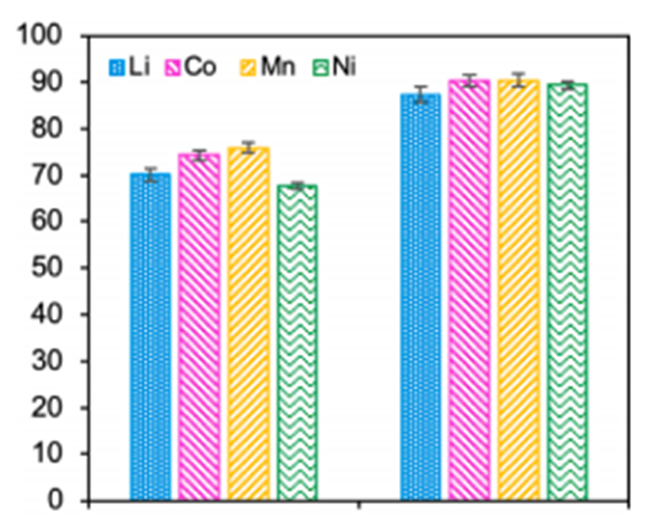
 Test results through supercritical leaching
Test results through supercritical leaching -
-
Li
≥ 99%
-
Co
≥ 95%
-
Mn
≥ 90%
-
Ni
≥ 90%
-
Li
Comparison of existing and developed technologies
-
Existing process is long and complicated
The existing wet process is long and complicated in that it involves a leaching process, a purification process (removal of impurities), and a solvent extraction process (recovery of materials) to recover useful resources.
-
Single process and fast response
Supercritical CO2 enhances the solubility of metal ions, resulting in shorter leaching times. The leachate can be processed through a membrane for material recovery, making the process simple.
-
Inorganic acid leaching processes generate large amounts of wastewater (including waste acid)
Currently, valuable resources are recovered through chemical treatment using reagents in the leaching process (inorganic acid) and solvent extraction process (organic solvents, etc.)
-
Minimizing secondary contamination through alkaline leaching process
The alkaline leaching process uses ammonia-based extractants to form more stable chelates with metal ions, enabling selective leaching. This characteristic allows valuable resources to be extracted without requiring an additional purification process (impurity removal).
-
Excessive energy and chemical usage costs
In the dry process, metals are melted and reduced using high-temperature heat, enabling large-scale processing. However, the cost of facility investment and energy consumption is high. In the wet process, excessive chemical usage for chemical treatment results in additional costs
-
Eco-friendly recycling technology considering carbon neutrality
UWATech Co., Ltd.'s technology is a carbon-neutral, eco-friendly recovery technology aimed at achieving a recovery rate of over 90%. By minimizing processes, reducing energy usage, and enabling selective separation, the amount of chemicals used in leaching, purification, and extraction processes can be reduced by approximately 40%.